Kratownica stalowa to jeden z najczęściej stosowanych układów konstrukcyjnych w halach przemysłowych, magazynach i zadaszeniach. Dzięki lekkości, sztywności i ekonomicznej pracy prętów pozwala osiągać duże rozpiętości przy niskim zużyciu stali. W artykule omówiono najczęściej spotykane rodzaje kratownic stalowych, ich zastosowanie w halach oraz podstawowe zasady projektowania i montażu. Znajdziesz tu przegląd układów geometrycznych (N, W, K, NP), różnice między kratownicą a dźwigarem pełnościennym i wskazówki dotyczące stężania pasa dolnego. Wyjaśniamy, kiedy lepiej zastosować kratownicę dachową stalową, a kiedy rozważyć rozwiązania alternatywne, takie jak dźwigary strunobetonowe. Poruszamy też temat doboru przekrojów, połączeń i stężeń, aby konstrukcja zachowała odpowiednią nośność i stateczność. Na końcu znajdziesz praktyczne rekomendacje projektowe oraz wskazówki, jak przygotować dane wejściowe dla projektu kratownicy stalowej.
1. Kratownica stalowa – czym jest i kiedy warto ją stosować?
Kratownica stalowa to lekka, a jednocześnie niezwykle sztywna konstrukcja nośna, która od dziesięcioleci znajduje zastosowanie w halach przemysłowych, magazynowych i obiektach wielkopowierzchniowych. Dzięki swojej geometrycznej budowie – opartej na układzie trójkątów – pozwala przenosić duże obciążenia przy minimalnym zużyciu stali. W porównaniu z belkami pełnościennymi jest znacznie lżejsza, co przekłada się na mniejsze siły w podporach i niższe koszty fundamentów. Kratownica stalowa sprawdza się szczególnie tam, gdzie potrzebne są duże rozpiętości, otwarte przestrzenie i swoboda w kształtowaniu dachu. W kolejnych punktach omówimy jej zasadę działania, typowe zastosowania i najczęstsze konfiguracje spotykane w halach przemysłowych.
1.1. Kratownica stalowa – definicja i zasada pracy
Kratownica stalowa to konstrukcja prętowa, w której elementy połączone są w węzłach tworzących układ trójkątów. Dzięki temu kratownica przenosi obciążenia głównie poprzez siły osiowe – rozciąganie i ściskanie – co sprawia, że jest jednym z najbardziej ekonomicznych rozwiązań w budownictwie stalowym. Zginanie występuje jedynie lokalnie w rejonach węzłów, co pozwala ograniczyć przekroje i masę konstrukcji przy zachowaniu wysokiej nośności.
Podstawowe elementy kratownicy to pas górny, pas dolny oraz słupki i krzyżulce, które łączą oba pasy i przekazują obciążenia między nimi. Pas górny zwykle pracuje na ściskanie, pas dolny na rozciąganie, natomiast krzyżulce i słupki zapewniają odpowiednie usztywnienie i równomierny rozkład sił w całej kratownicy.
Kratownice stalowe mogą mieć różne układy geometryczne – najczęściej typu N, W, K lub NP – które dostosowuje się do rozpiętości, obciążenia i przeznaczenia obiektu. W halach przemysłowych przeważają kratownice płaskie, ale przy większych rozpiętościach lub nietypowych dachach stosuje się również kratownice przestrzenne.
Poprawna praca kratownicy zależy nie tylko od geometrii, ale też od jakości wykonania węzłów – często spawanych lub śrubowych, o ograniczonej podatności. Dzięki prostocie i efektywności materiałowej kratownica stalowa pozostaje jednym z najczęściej wybieranych rozwiązań przy projektowaniu konstrukcji dachowych i nośnych hal przemysłowych.
1.2. Zastosowanie: hale przemysłowe, magazyny, wiaty, zadaszenia, konstrukcje pomocnicze
Kratownica stalowa jest „pierwszym wyborem” w halach produkcyjnych i magazynowych, gdzie liczą się duże rozpiętości, lekkość ustroju i łatwy montaż prefabrykowanych pól dachu.
W praktyce halowej często spotykany układ to żelbetowe słupy wspornikowe (fundament + słup pracujący na moment) z przegubowo podpartą kratownicą stalową jako konstrukcją dachu. Taki schemat upraszcza montaż, rozdziela odpowiedzialność za przemieszczenia i dobrze współpracuje z obudową.
W wiatach i zadaszeniach kratownica stalowa pozwala ograniczyć wysokość konstrukcyjną przy zachowaniu sztywności – to ważne przy strefach załadunku i ciągach logistycznych.
W konstrukcjach pomocniczych (podesty technologiczne, przenośniki, estakady) kratownice sprawdzają się, gdy potrzebny jest lekki, a jednocześnie sztywny ustrój pod urządzenia.
W obiektach kategorii D (wg klas odporności pożarowej budynków) typowym wymogiem jest R30 dla głównej konstrukcji nośnej, natomiast dla konstrukcji dachu bywa brak wymagań (zależnie od warunków szczególnych i lokalizacji w stosunku do innych budynków). To jeden z powodów, dla których dachowe kratownice stalowe są tak popularne w przemyśle.
Pamiętaj jednak, że istnieją wyjątki, m.in. gdy budynek niższy znajduje się w pobliżu ściany z otworami budynku wyższego – wówczas konstrukcja dachu powinna mieć co najmniej R30, a przekrycie RE30 w pasie 8 m. Te uwarunkowania trzeba weryfikować na etapie koncepcji.
W magazynach wysokiego składowania i obiektach o podwyższonych parametrach ppoż. dobór kratownicy stalowej łączy się z doborem odporności ogniowej i rozwiązań zabezpieczeń (np. farby pęczniejące, okładziny).
W halach z suwnicami kratownice dachowe dobrze współpracują z ramami stalowymi lub słupami żelbetowymi – pod warunkiem zapewnienia niezależności przemieszczeń oraz właściwych stężeń przestrzennych.
Dla wiat i stref załadunku przewagą kratownicy jest łatwość modularyzacji – powtarzalne przęsła, krótszy czas montażu, mniejsza masa podnoszona przez dźwigi.
W obiektach z dużymi świetlikami lub instalacjami dachowymi (PV, HVAC) kratownica stalowa ułatwia prowadzenie tras i lokalne wzmocnienia bez nadmiernego zwiększania wysokości konstrukcyjnej.
Podsumowując: od hal i magazynów, przez wiaty i zadaszenia, po konstrukcje pomocnicze – kratownica stalowa daje najlepszy stosunek sztywności do masy, elastyczność w kształtowaniu siatki słupów oraz kompatybilność z typowymi układami hali (RC słupy wspornikowe + stalowy dach).
1.3. Dlaczego kratownica stalowa bywa korzystniejsza od belek pełnościennych i dźwigarów strunobetonowych
Kratownica stalowa jest szczególnie korzystna tam, gdzie wymagana jest duża rozpiętość – znacznie większa niż ta, którą można efektywnie pokryć belkami dwuteowymi. Dzięki swojej ażurowej budowie pozwala ograniczyć masę konstrukcji i zmniejszyć siły przekazywane na podpory, co przekłada się na lżejsze fundamenty i tańszy montaż.
W porównaniu z belkami żelbetowymi kratownice mają jeszcze jedną dużą przewagę – umożliwiają swobodne prowadzenie instalacji przez przestrzeń pomiędzy pasami i krzyżulcami, bez konieczności wykonywania otworów czy obniżania przewodów. W obiektach przemysłowych, gdzie sieci technologiczne zajmują dużo miejsca, jest to ogromna zaleta funkcjonalna.
Kratownice stalowe są również łatwiejsze do prefabrykacji – wiele wytwórni stalowych posiada linie technologiczne pozwalające na ich produkcję w powtarzalnych modułach. W efekcie skraca to czas realizacji, a montaż na budowie może odbywać się z wykorzystaniem lekkich żurawi.
W porównaniu z dźwigarami strunobetonowymi kratownice wygrywają na etapie logistyki i dostępności wykonawców – w Polsce wciąż jest więcej zakładów stalowych niż wytwórni prefabrykatów o dużych rozpiętościach. Dodatkowo stalowe połączenia przegubowe ułatwiają kompensację przemieszczeń termicznych, co przy konstrukcjach żelbetowych wymaga dodatkowych zabiegów.
Dlatego przy dużych rozpiętościach, wysokim nasyceniu instalacjami lub ograniczeniach montażowych kratownica stalowa jest rozwiązaniem bardziej elastycznym i praktycznym niż belki pełnościenne czy dźwigary strunobetonowe. Szczegółowe porównanie tych rozwiązań omówimy w dalszej części artykułu.
2. Rodzaje kratownic stalowych – układy i geometrie
Kratownice stalowe występują w wielu wariantach geometrycznych, które dobiera się w zależności od rozpiętości, rodzaju dachu, sposobu podparcia oraz obciążeń. Od układu prętów zależy zarówno sztywność, jak i masa całej konstrukcji, a tym samym jej ekonomiczność i łatwość montażu. W halach przemysłowych najczęściej spotyka się kratownice o pasach równoległych, trapezowych lub dwuspadowych, przystosowane do różnych typów obudowy. Odpowiednio zaprojektowana geometria kratownicy pozwala ograniczyć ugięcia, zapewnić prawidłowy spływ wody z dachu i dopasować konstrukcję do wymagań architektonicznych obiektu. W dalszej części omówiono najczęściej stosowane układy kratownic stalowych i ich wpływ na pracę całego dachu.

2.1. Najczęściej stosowane układy: N, W, K, NP, mieszane
W projektowaniu hal i dachów kratownica stalowa może przyjmować różne układy prętów, które wpływają na sposób pracy konstrukcji i jej sztywność. Najbardziej rozpowszechniony jest układ typu N, w którym krzyżulce naprzemiennie łączą pas górny z dolnym, tworząc powtarzalne pola trójkątne. To rozwiązanie jest proste w wykonaniu, dobrze współpracuje z obciążeniami równomiernymi i charakteryzuje się korzystnym stosunkiem masy do nośności.
Drugim popularnym wariantem jest układ typu W, w którym krzyżulce tworzą charakterystyczny zygzak. Kratownica w układzie W jest sztywniejsza przy podobnej masie, dlatego często stosuje się ją przy większych rozpiętościach dachów hal przemysłowych.
Układ typu K pozwala na bardziej równomierny rozkład sił osiowych w prętach i ograniczenie długości krzyżulców, co poprawia stateczność elementów cienkościennych. Stosuje się go szczególnie w dachach o dużych obciążeniach skupionych, np. z suwnicami lub świetlikami.
W praktyce spotyka się również układy NP, będące połączeniem rozwiązań typu N i W, oraz kratownice mieszane, gdzie geometria zmienia się w zależności od strefy rozpiętości. Takie konstrukcje projektuje się często indywidualnie, dostosowując gęstość krzyżulców i słupków do rozkładu obciążeń.
Dobór układu kratownicy ma kluczowe znaczenie dla sztywności i ekonomiczności całego dachu – niewielkie różnice w geometrii potrafią zmienić zużycie stali nawet o kilkanaście procent. Dlatego już na etapie koncepcji warto dobrać układ kratownicy stalowej optymalny dla konkretnej hali i jej warunków pracy.
Więcej o typie kratownic po tym linkiem.
2.2. Kratownica dachowa stalowa – specyfika i różnice konstrukcyjne
Kratownica dachowa stalowa to najczęściej spotykany typ kratownicy w budownictwie przemysłowym. Jej głównym zadaniem jest przeniesienie obciążeń od pokrycia dachowego, śniegu, wiatru i elementów towarzyszących – takich jak świetliki, instalacje wentylacyjne czy panele fotowoltaiczne – na słupy konstrukcyjne. W halach o dużych rozpiętościach kratownice dachowe pozwalają znacząco ograniczyć wysokość konstrukcji przy zachowaniu wysokiej sztywności.
Charakterystyczną cechą kratownicy dachowej jest zmienna wysokość przekroju, dopasowana do rozkładu momentów zginających – wyższa w środku przęsła, niższa przy podporach. Dzięki temu materiał pracuje bardziej efektywnie, a cała konstrukcja jest lżejsza niż w przypadku belek o przekroju stałym.
Kratownice stalowe dachowe mogą być projektowane jako dwuspadowe, trapezowe lub o pasach równoległych – wybór zależy od rodzaju obudowy i systemu odwodnienia dachu. W konstrukcjach z płyt warstwowych i blach trapezowych najczęściej stosuje się układ trapezowy lub dwuspadowy, który ułatwia wykonanie spadków i odprowadzenie wody.
W praktyce inżynierskiej często spotyka się rozwiązania, w których kratownica dachowa stalowa jest przegubowo oparta na żelbetowych słupach wspornikowych. Taki schemat pozwala na niezależne odkształcenia termiczne dachu i ścian oraz redukuje ryzyko pęknięć w połączeniach międzybranżowych.
W porównaniu do kratownic ściennych, dachowe kratownice stalowe wymagają większej precyzji montażu – szczególnie w zakresie geometrii pasów i osiowości prętów. Błędy na tym etapie mogą prowadzić do utraty stateczności przestrzennej, dlatego niezbędne jest odpowiednie stężenie pasa dolnego i zapewnienie poprawnych połączeń w kalenicy.
2.3. Kratownice przestrzenne i wiatrownice – kiedy warto je rozważyć
Kratownice przestrzenne stosuje się wówczas, gdy pojedynczy układ płaski nie zapewnia wystarczającej sztywności lub gdy konstrukcja dachu ma nietypowy kształt – np. kopuły, przekrycia łukowe, dachy o dużej rozpiętości w dwóch kierunkach. Dzięki pracy w przestrzeni pręty kratownicy przenoszą siły w trzech płaszczyznach, co pozwala znacząco ograniczyć ich przekroje i uzyskać bardzo korzystny stosunek masy do nośności. Takie rozwiązanie sprawdza się m.in. w obiektach widowiskowych, halach sportowych, terminalach czy dużych magazynach logistycznych.
W halach przemysłowych kratownice przestrzenne stalowe spotyka się rzadziej – zwykle tylko tam, gdzie wymagane są duże rozpiętości bez podpór pośrednich lub gdzie geometria dachu jest nieregularna. Mimo większej pracochłonności wykonania zapewniają one wysoką sztywność przestrzenną i odporność na zwichrzenia.
W odróżnieniu od tego, wiatrownice stalowe nie są samodzielną konstrukcją nośną, lecz elementem stabilizującym – zapewniają przestrzenną sztywność całego układu kratownic w dachu hali. Stosuje się je w pasie górnym i dolnym, najczęściej w strefach szczytowych i pośrednich. Ich zadaniem jest przenoszenie obciążeń od wiatru oraz ograniczenie przemieszczeń bocznych.
Zaniedbanie wiatrownic lub błędne rozmieszczenie stężeń to jedna z częstszych przyczyn utraty stateczności przestrzennej dachów. Dlatego przy projektowaniu hal wielonawowych zawsze należy traktować kratownice przestrzenne i wiatrownice stalowe jako integralną część systemu konstrukcyjnego, a nie element „dodatkowy”. Dzięki temu dach zachowuje sztywność, a siły w poszczególnych kratownicach rozkładają się równomiernie.
2.4. Rola pasa górnego, dolnego, słupków i krzyżulców w przenoszeniu obciążeń
W kratownicy stalowej każdy z elementów pełni ściśle określoną funkcję konstrukcyjną, a ich współpraca przypomina pracę belki stalowej, tyle że „rozłożonej” na pojedyncze pręty. Pas górny można porównać do górnej półki belki dwuteowej – zazwyczaj przenosi siły ściskające, wynikające z obciążeń grawitacyjnych dachu. W przypadku lekkich dachów lub oddziaływania ssania wiatru ten sam pas może okresowo pracować również na rozciąganie.
Pas dolny działa analogicznie do dolnej półki belki – w klasycznym schemacie jest rozciągany, natomiast przy dachach narażonych na duże podciśnienia może lokalnie przenosić siły ściskające. W niektórych halach pas dolny pełni także funkcję belki podwieszonej dla instalacji lub podkonstrukcji suwnic.
Krzyżulce i słupki odpowiadają natomiast za przenoszenie sił tnących, podobnie jak środnik w belce pełnościennej. Ich ukośne i pionowe ustawienie pozwala rozłożyć te siły na osiowe ściskanie i rozciąganie, dzięki czemu cała kratownica pracuje w układzie czystych sił osiowych, bez dużych momentów zginających.
W praktyce projektowej istotne jest zachowanie odpowiednich proporcji między długością i przekrojem krzyżulców a wysokością kratownicy – zbyt smukłe elementy mogą prowadzić do utraty stateczności lokalnej. Właśnie dlatego przy większych rozpiętościach stosuje się układy z dodatkowymi słupkami lub pogrubionymi pasami.
Odpowiedni dobór i rozmieszczenie pasów, słupków oraz krzyżulców ma kluczowe znaczenie dla nośności i sztywności całej konstrukcji. Dobrze zaprojektowana kratownica stalowa przenosi obciążenia w sposób efektywny, zachowując jednocześnie lekkość i stabilność typową dla konstrukcji prętowych.
3. Projekt kratownicy stalowej – kluczowe zasady i wymagania techniczne
Projektowanie kratownicy stalowej wymaga precyzyjnego zrozumienia jej statyki, geometrii i współpracy z pozostałymi elementami konstrukcji hali. Kluczowe znaczenie ma tu nie tylko dobór przekrojów prętów, ale również sposób podparcia, stężenia i zamocowania węzłów. Konstrukcję należy analizować w oparciu o rzeczywiste obciążenia – zarówno stałe, jak i zmienne, w tym wiatr, śnieg oraz temperaturę. Ważna jest także współpraca kratownicy z obudową dachu i stężeniami, które zapewniają jej stateczność przestrzenną. W dalszej części przedstawiono najważniejsze zasady projektowania, które decydują o bezpieczeństwie, trwałości i ekonomiczności kratownic stalowych.
3.1. Dobór rozpiętości i schematów statycznych
Dobór odpowiedniego schematu statycznego ma kluczowe znaczenie dla prawidłowej pracy kratownicy stalowej. Najczęściej spotykanym rozwiązaniem w halach przemysłowych jest kratownica wolnopodparta przegubowo, oparta na żelbetowych słupach wspornikowych. Taki układ pozwala oddzielić pracę konstrukcji dachu od słupów i fundamentów, co upraszcza obliczenia i eliminuje ryzyko nadmiernych momentów w podporach.
W przypadku dużych rozpiętości lub wysokich obciążeń wiatrem i suwnicami stosuje się czasem układ, w którym pas dolny kratownicy dochodzi do słupa, tworząc połączenie o charakterze półsztywnym lub sztywnym. W efekcie kratownica i słup tworzą ramę portalową, zdolną do przenoszenia momentów zginających. Taki schemat zwiększa sztywność poprzeczną hali i ogranicza konieczność stosowania stężeń w płaszczyźnie ścian.
Rozpiętość pojedynczej kratownicy stalowej może sięgać od kilkunastu do nawet 60–70 metrów, w zależności od geometrii, rodzaju obciążeń i systemu podparcia. Przy większych długościach często stosuje się kratownice dzielone lub łączone na śruby w węźle kalenicowym, co ułatwia transport i montaż.
Istotnym aspektem jest także wysokość konstrukcyjna kratownicy – zbyt niska powoduje duże siły osiowe w prętach, a zbyt wysoka zwiększa ciężar i wpływa na gabaryty dachu. W praktyce przy halach przemysłowych przyjmuje się wysokość kratownicy równą ok. 1/10–1/12 rozpiętości.
Dobór schematu zależy również od rodzaju pokrycia dachowego – dla płyt warstwowych preferowane są układy o równych rozstawach i prostej geometrii, natomiast dla blach trapezowych i membran dopuszcza się większe różnice w spadkach. W każdym przypadku poprawny dobór schematu statycznego kratownicy stalowej decyduje o ekonomii i bezpieczeństwie całego dachu.

3.2. Rozstaw kratownic w halach przemysłowych – typowe wartości i zależności od obciążeń
Rozstaw kratownic stalowych w halach przemysłowych zależy przede wszystkim od rodzaju pokrycia dachowego i sposobu przekazywania obciążeń. Dla większości obiektów przemysłowych przyjmuje się rozstaw osiowy kratownic w zakresie 6,0–7,5 m, co pozwala na efektywne wykorzystanie arkuszy blach trapezowych lub płyt warstwowych o standardowych długościach.
W przypadku dachów z blachą trapezową o wysokim profilu (T135–T153) najczęściej stosuje się rozstaw 6,0 m, który umożliwia zachowanie odpowiednich ugięć i sztywności płatwi stalowych. Przy niższych profilach trapezu lub większych obciążeniach śniegiem rozstaw warto zmniejszyć do 4,5–5,0 m.
Jeżeli dach oparty jest na płatwiach stalowych typu Z lub C, rozstaw kratownic może być zwiększony nawet do 9–12 m – zwłaszcza gdy stosuje się płatwie kratowe lub systemy z dodatkowym stężeniem połaciowym. Takie rozwiązania są często spotykane w halach logistycznych i magazynach wysokiego składowania, gdzie dąży się do redukcji liczby ustrojów głównych.
Rozpiętość kratownic stalowych również wpływa na rozstaw – dla typowych hal wynosi ona 18–36 m, ale w obiektach wielonawowych lub specjalistycznych (np. centra dystrybucyjne) może dochodzić nawet do 45–60 m. Przy tak dużych rozpiętościach stosuje się często kratownice dzielone montażowo, składane na śruby na budowie.
Na rozstaw kratownic wpływa także rodzaj dachu – w dachach dwuspadowych lub trapezowych rozstaw osiowy utrzymuje się w stałych wartościach, natomiast w dachach łukowych lub o zmiennej geometrii dopuszcza się jego stopniową modyfikację.
Podsumowując: dla pokryć z blach trapezowych przyjmuje się rozstaw około 6,0 m, dla dachów z płatwiami stalowymi lub kratowymi można osiągnąć nawet 12 m, natomiast ostateczny dobór zależy od obciążeń śniegiem, wiatrem i sztywności całego układu dachowego. Dobrze zaprojektowany rozstaw kratownic stalowych pozwala znacząco ograniczyć masę konstrukcji i przyspieszyć montaż hali.
3.3. Przekroje prętów: kątowniki, rury, kształtowniki walcowane i zimnogięte
Dobór przekrojów prętów ma kluczowe znaczenie dla pracy i trwałości kratownicy stalowej. Dawniej powszechnie stosowano kątowniki równoramienne, ale obecnie rozwiązanie to praktycznie wyszło z użycia – zastąpiły je rury zamknięte i kształtowniki walcowane, które zapewniają lepszą sztywność skrętną i estetykę konstrukcji. Kątowniki można dziś spotkać jedynie w formie dodatkowych zastrzałów stabilizujących pas dolny przed wyboczeniem.
Pas dolny kratownicy pracuje głównie na rozciąganie, dlatego jego przekrój dobiera się przede wszystkim pod względem pola powierzchni przekroju poprzecznego, a nie momentu bezwładności. Najczęściej stosuje się rury kwadratowe, rzadziej prostokątne lub profile otwarte typu HEA/HEB. W przypadku dużych sił rozciągających rozwiązanie z rurą kwadratową zapewnia optymalny stosunek masy do nośności i łatwość spawania w węzłach.
Pas górny z kolei przenosi ściskanie i jest szczególnie narażony na wyboczenie z płaszczyzny kratownicy. Aby zwiększyć jego sztywność, najczęściej stosuje się rury kwadratowe lub prostokątne, które dobrze pracują osiowo w obu kierunkach. Alternatywnie wykorzystuje się dwuteowniki HEA lub HEB, a w niektórych przypadkach – IPE.
Ustawienie dwuteownika zależy od rodzaju pokrycia dachowego. Gdy na kratownicy opiera się bezpośrednio blacha trapezowa, dwuteownik układa się „normalnie” – środnikiem pionowo. Natomiast w sytuacjach, gdy na kratownicy montowane są płatwie stalowe lub kratowe, często obraca się dwuteownik o 90°, zwiększając jego moment bezwładności w kierunku wyboczenia z płaszczyzny ramy. Takie rozwiązanie wyraźnie poprawia stabilność pasa górnego przy dużych rozpiętościach.
Krzyżulce i słupki w nowoczesnych kratownicach stalowych wykonuje się niemal wyłącznie z rur kwadratowych, rzadziej z małych profili walcowanych, np. HEA 100–120. Profile zamknięte mają korzystny stosunek sztywności do masy, a ich osiowy charakter pracy ułatwia prefabrykację i montaż.
Podsumowując – współczesna kratownica stalowa to układ zdominowany przez rury kwadratowe i dwuteowniki HEA/HEB, zapewniające dużą sztywność, odporność na wyboczenia oraz łatwe połączenia węzłowe. Dzięki temu konstrukcja pozostaje lekka, estetyczna i trwała w długim cyklu eksploatacji.
3.4. Połączenia i węzły: spawane, śrubowe, mieszane – zalety i ograniczenia
Połączenia w kratownicach stalowych mają ogromny wpływ na ich sztywność, dokładność montażu i trwałość eksploatacyjną. W praktyce stosuje się dwa podstawowe rodzaje połączeń – spawane i śrubowe, a w większości projektów łączy się je w układ mieszany.
Z uwagi na duże rozpiętości i ograniczenia transportowe, kratownice stalowe niemal zawsze dostarczane są na budowę w częściach, które łączy się na miejscu za pomocą połączeń śrubowych doczołowych. Takie łączenie umożliwia szybki montaż, a jednocześnie zachowanie odpowiedniej geometrii całego układu. Węzły śrubowe najczęściej projektuje się w strefach o niższych siłach wewnętrznych – np. w kalenicy lub w środku przęsła – by zminimalizować ryzyko lokalnych odkształceń.
Pozostałe elementy kratownicy – połączenia między pasami, słupkami i krzyżulcami – wykonywane są zazwyczaj jako spawane, ponieważ zapewniają dużą sztywność i dokładność ustawienia osi prętów. Spawanie jest też korzystne w produkcji warsztatowej, gdzie każdy węzeł można precyzyjnie ustawić na przyrządzie montażowym.
Połączenia śrubowe z kolei ułatwiają transport i montaż w terenie, umożliwiają demontaż w przyszłości oraz minimalizują ryzyko naprężeń spawalniczych w konstrukcji. Ich wadą jest konieczność większej grubości blach węzłowych i starannego przygotowania otworów montażowych, co nieco zwiększa masę i koszt detali.
W nowoczesnych kratownicach często stosuje się układ mieszany: węzły główne i pasy spawane w warsztacie, a łączenia montażowe – śrubowe na budowie. Takie rozwiązanie łączy precyzję prefabrykacji z elastycznością montażu.
Warto zwrócić uwagę, że jakość połączeń w kratownicy decyduje o jej zachowaniu geometrycznym – nawet niewielkie błędy w długościach prętów czy luzach śrub mogą powodować niepożądane siły wstępne i przekoszenia. Dlatego połączenia i węzły kratownicy stalowej należy traktować jako element konstrukcyjny o takim samym znaczeniu jak pasy czy krzyżulce – od ich jakości zależy stabilność i bezpieczeństwo całego dachu.
3.5. Stężenia pasa dolnego i górnego – kiedy są konieczne i jak wpływają na sztywność
Stężenia w kratownicach stalowych są nieodłącznym elementem zapewniającym im stateczność przestrzenną. Choć kratownica sama w sobie pracuje jako układ prętowy w jednej płaszczyźnie, to dopiero odpowiedni system stężeń gwarantuje, że cała konstrukcja zachowuje swoją geometrię pod działaniem obciążeń wiatru i ssania dachu.
Stężenie pasa górnego stosuje się praktycznie zawsze. Najczęściej realizowane jest w postaci tężników dachowych (układ prętów w kształcie litery X lub V) łączących sąsiednie kratownice. Alternatywnie pas górny może być zabezpieczony przez poszycie dachowe, np. blachę trapezową lub płytę warstwową, które tworzą tzw. tarczę dachową i stabilizują pręty poprzez współpracę konstrukcyjną. W obiektach z lekkim dachem, gdzie blacha nie zapewnia odpowiedniej sztywności, tężniki są absolutnie konieczne.
Pas dolny kratownicy wymaga stężeń w bardziej złożony sposób – wbrew pozorom, im lżejszy dach, tym bardziej potrzebne są stężenia dolnego pasa. Dzieje się tak, ponieważ przy ssaniu wiatru lub odciążeniu dachu pas dolny może okresowo pracować na ściskanie, a wtedy łatwo ulega wyboczeniu.
Zabezpieczenie pasa dolnego kratownicy stalowej przed wyboczeniem realizuje się na kilka sposobów. Najczęściej stosuje się zastrzały mocowane do tężników pasa górnego lub pionowe stężenia typu X pomiędzy sąsiednimi kratownicami. W dłuższych obiektach uzupełnia się je dodatkowymi prętami wiotkimi, biegnącymi między kolejnymi kratownicami, które stabilizują dolne pasy w kierunku poprzecznym.
Dobrze zaprojektowany system stężeń znacząco zwiększa sztywność przestrzenną całej hali, zmniejsza ugięcia i chroni konstrukcję przed efektem domina przy lokalnym wyboczeniu. W projektowaniu kratownic stalowych należy więc pamiętać, że same pasy i krzyżulce nie zapewniają stabilności – to stężenia górne i dolne są tym, co realnie utrzymuje całość w osi i zapewnia bezpieczną pracę pod obciążeniem.
4. Obliczenia kratownic stalowych – nośność, stateczność i optymalizacja
Obliczenia kratownic stalowych stanowią kluczowy etap projektowania, który decyduje o ich bezpieczeństwie i ekonomiczności. Konstrukcja tego typu przenosi obciążenia głównie osiowo, dlatego precyzyjne określenie sił rozciągających i ściskających w prętach ma fundamentalne znaczenie. Równie istotna jest ocena stateczności prętów ściskanych oraz kontrola wyboczenia całych pasów, szczególnie górnego. Współczesne oprogramowanie obliczeniowe (np. AxisVM, RFEM, Robot) pozwala nie tylko na analizę statyczno-wytrzymałościową, ale również na optymalizację masy i przekrojów kratownicy, co przekłada się na realne oszczędności w materiałach i montażu.
4.1. Podstawowe założenia obliczeniowe wg Eurokodów (PN-EN 1993-1-1)
Projektowanie kratownic stalowych odbywa się zgodnie z wymaganiami normy PN-EN 1993-1-1 (Eurokod 3), która określa zasady obliczania konstrukcji stalowych pod względem nośności, stateczności i użytkowalności. Podstawowym założeniem jest traktowanie kratownicy jako układu prętowego, w którym wszystkie elementy (pasy, słupki, krzyżulce) przenoszą wyłącznie siły osiowe – rozciągające lub ściskające. Momentów zginających nie uwzględnia się, chyba że połączenia mają ograniczoną podatność.
Każdy pręt kratownicy poddaje się analizie pod kątem nośności na rozciąganie, ściskanie, wyboczenie i zwichrzenie, z wykorzystaniem współczynników redukcyjnych określonych w Eurokodzie. Dla prętów ściskanych kluczowe znaczenie ma długość wyboczeniowa, która zależy od sposobu zamocowania węzłów oraz obecności stężeń.
W analizie statycznej stosuje się model geometrycznie liniowy (sprężysty), z uwzględnieniem rzeczywistych schematów podparcia i obciążeń. Obciążenia stałe, zmienne (śnieg, wiatr, użytkowe) i wyjątkowe łączy się zgodnie z kombinacjami normowymi, najczęściej wg kombinacji STR/GEO.
Kratownice projektuje się w stanach granicznych nośności (SGN) i użytkowalności (SGU), przy czym w tym drugim kontroluje się przede wszystkim ugięcia i przemieszczenia węzłów. W praktyce dla kratownic dachowych dopuszczalne ugięcia wynoszą L/200–L/250.
Norma Eurokod 3 wymaga także weryfikacji połączeń spawanych i śrubowych – sprawdza się nośność spoin na rozciąganie i ścinanie, a w przypadku połączeń śrubowych – przenoszenie sił osiowych i momentów. Dodatkowo należy ocenić stateczność całej kratownicy jako ustroju, zwłaszcza przy długich pasach ściskanych.
W praktyce inżynierskiej obliczenia kratownic wykonuje się dziś najczęściej w programach MES, które pozwalają analizować także wpływ imperfekcji geometrycznych i sił drugiego rzędu. Dzięki temu projektant może dobrać kratownicę stalową nie tylko bezpieczną, ale też optymalną pod względem zużycia materiału.
4.2. Metoda imperfekcyjna
Metoda imperfekcyjna to podejście do obliczeń kratownic stalowych, które coraz częściej zastępuje klasyczne analizy prętowe. W skrócie – zamiast zakładać, że konstrukcja jest idealnie prosta i symetryczna, uwzględnia się w obliczeniach drobne odchyłki i krzywizny, które w rzeczywistości zawsze występują. Dzięki temu projekt lepiej odzwierciedla faktyczne zachowanie konstrukcji na budowie.
Największą zaletą tej metody jest to, że pozwala realnie ocenić stateczność elementów smukłych – takich jak pasy i krzyżulce kratownicy, które są szczególnie podatne na wyboczenie. W klasycznym modelu można je łatwo „przeliczyć” zbyt optymistycznie, natomiast analiza z imperfekcjami pokazuje, jak rzeczywiście zachowają się pod obciążeniem.
W metodzie tej konstrukcję obciąża się niewielkimi imperfekcjami wstępnymi – np. lekkim ugięciem czy skręceniem – a następnie sprawdza, jak reaguje na wzrastające siły. Takie podejście pozwala lepiej zrozumieć moment, w którym konstrukcja traci stabilność, oraz dobrać przekroje w sposób bardziej bezpieczny i jednocześnie ekonomiczny.
W praktyce metoda imperfekcyjna świetnie sprawdza się w analizie kratownic stalowych o dużych rozpiętościach i smukłych prętach, gdzie klasyczne podejście może nie wychwycić lokalnych efektów wyboczeniowych. W wielu przypadkach pozwala zoptymalizować konstrukcję i zmniejszyć masę stali bez obniżenia bezpieczeństwa.
Więcej o tej metodzie i jej praktycznym zastosowaniu w projektach J-PROJECT przeczytasz w osobnym wpisie 👉 Metoda imperfekcyjna.
4.3. Optymalizacja przekrojów i masy stali – kiedy kratownica stalowa jest najbardziej ekonomiczna
Ekonomiczna kratownica stalowa to taka, w której każdy pręt wykorzystuje swoją nośność w możliwie największym stopniu – ale bez ryzyka utraty stateczności. W praktyce oznacza to, że konstrukcja jest dobrze stężona, a pręty ściskane nie wyboczą się przed osiągnięciem granicy nośności przekroju. Wtedy o wytrzymałości decyduje stal, a nie geometria czy długość elementu.
W wielu przypadkach nadmierne oszczędzanie na stężeniach prowadzi do sytuacji odwrotnej – kratownica musi mieć przewymiarowane pasy lub krzyżulce, ponieważ ograniczeniem staje się utrata stateczności lokalnej, a nie faktyczna nośność materiału. Dlatego już na etapie koncepcji warto przeanalizować, czy taniej będzie dodać kilka prętów stężających, czy zwiększać przekroje głównych elementów.
Optymalizacja polega też na dobraniu właściwej wysokości kratownicy – zbyt niska zwiększa siły osiowe i masę konstrukcji, natomiast zbyt wysoka powoduje niepotrzebny wzrost zużycia stali w krzyżulcach. W praktyce najkorzystniejszy stosunek wysokości do rozpiętości wynosi 1:10–1:12, co daje kompromis między sztywnością a wagą.
Kolejnym czynnikiem jest dobór kształtu przekrojów – w pasach dominują rury kwadratowe lub dwuteowniki HEA/HEB, które pozwalają efektywnie wykorzystać nośność na ściskanie i rozciąganie. W krzyżulcach z kolei liczy się niewielka masa i łatwość łączenia w węzłach, dlatego stosuje się cienkościenne rury lub profile zamknięte.
Nowoczesne oprogramowanie (np. RFEM, AxisVM, IDEA StatiCa) umożliwia automatyczną optymalizację przekrojów i masy konstrukcji, uwzględniając zarówno obciążenia normowe, jak i warunki wyboczenia. W efekcie projektant może szybko znaleźć układ, w którym kratownica spełnia wszystkie wymagania nośności i sztywności przy minimalnym zużyciu stali.
Podsumowując – kratownica stalowa jest najbardziej ekonomiczna wtedy, gdy jest poprawnie stężona i zaprojektowana tak, by o jej nośności decydował przekrój, a nie wyboczenie. To zasada, która w praktyce pozwala uzyskać nawet kilkanaście procent oszczędności materiałowych bez żadnego kompromisu w zakresie bezpieczeństwa.
4.4. Programy obliczeniowe stosowane w praktyce projektowej (AxisVM, RFEM, Robot)
W projektowaniu kratownic stalowych najczęściej wykorzystuje się oprogramowanie oparte na metodzie elementów skończonych (MES), takie jak AxisVM, RFEM czy Autodesk Robot Structural Analysis. Programy te umożliwiają dokładne modelowanie układów prętowych, analizę sił osiowych, wyboczenia i efektów drugiego rzędu.
Dzięki rozbudowanym modułom optymalizacji i współpracy z systemami BIM można nie tylko obliczyć, ale też zoptymalizować kratownicę pod kątem masy i montażu. Dodatkowo narzędzia te pozwalają generować raporty zgodne z Eurokodami oraz szybko sprawdzać różne warianty schematów.
Więcej o praktycznym zastosowaniu tych programów w projektowaniu konstrukcji opisaliśmy tutaj 👉 Programy do obliczeń statycznych.
5. Kratownica stalowa a inne rozwiązania konstrukcyjne
Kratownica stalowa to tylko jedno z wielu możliwych rozwiązań konstrukcyjnych stosowanych w halach i zadaszeniach. Jej główną konkurencją są belki stalowe pełnościenne oraz dźwigary strunobetonowe, które w niektórych przypadkach mogą być równie efektywne. Wybór między nimi zależy od rozpiętości, rodzaju obciążeń, technologii montażu i wymagań użytkowych budynku. Kratownice wyróżniają się lekkością i możliwością łatwego prowadzenia instalacji, natomiast belki i dźwigary przewyższają je pod względem odporności ogniowej i prostoty wykonania. W dalszej części przedstawiono porównanie najważniejszych zalet i ograniczeń poszczególnych typów konstrukcji.

5.1. Kratownica stalowa vs. belka blachownicowa – masa, instalacje, wysokość konstrukcji
Wybór między kratownicą stalową a belką blachownicową w halach przemysłowych zależy przede wszystkim od rozpiętości. Przy małych przęsłach (do ok. 15–18 m) blachownica może być rozwiązaniem wystarczającym i bardziej kompaktowym, jednak wraz ze wzrostem rozpiętości jej ugięcia rosną znacznie szybciej niż w kratownicy. Wynika to z mniejszej wysokości przekroju i ograniczonej sztywności zginania, przez co konieczne stają się grubsze środniki i pasy, co znacząco zwiększa masę konstrukcji.
Drugim problemem belek blachownicowych jest zwichrzenie pasa górnego, szczególnie przy braku sztywnego poszycia dachowego. Wymaga to dodatkowych stężeń lub tężników, które zwiększają koszt i złożoność montażu. W kratownicach stalowych ten problem praktycznie nie występuje, ponieważ układ prętowy zapewnia stabilność geometryczną całego przekroju.
Kratownice mają też przewagę pod względem prowadzenia instalacji technologicznych i wentylacyjnych – ich ażurowa budowa umożliwia swobodne przejście przewodów między pasami, bez konieczności wykonywania otworów w środniku. W belkach blachownicowych jest to problematyczne, ponieważ brak jest normowego sposobu obliczenia nośności środnika z otworami, a ich lokalne osłabienie może prowadzić do utraty nośności lub nadmiernych ugięć.
Podsumowując – kratownica stalowa lepiej sprawdza się przy większych rozpiętościach, gdy liczy się masa, sztywność i łatwość prowadzenia instalacji. Belka blachownicowa natomiast pozostaje rozwiązaniem dobrym dla krótszych przęseł lub tam, gdzie wymagana jest niewielka wysokość konstrukcyjna.
5.2. Kratownica stalowa vs. dźwigar strunobetonowy – rozpiętość, prefabrykacja, montaż
Porównanie kratownicy stalowej i dźwigara strunobetonowego to klasyczny dylemat projektowy w halach przemysłowych. Oba rozwiązania mają swoje mocne strony, ale ich wybór zależy od priorytetów inwestora – funkcji obiektu, odporności ogniowej, ograniczeń wysokościowych i logistyki montażu.
Jeśli kluczowa jest odporność ogniowa, zdecydowaną przewagę ma dźwigar strunobetonowy. Beton z natury jest materiałem niepalnym i nie wymaga dodatkowych zabezpieczeń ppoż., co w stalowych kratownicach wymusza stosowanie farb pęczniejących lub obudów ochronnych. Dźwigary lepiej sprawdzają się także tam, gdzie liczy się niższa wysokość konstrukcji, np. w obiektach o ograniczonej przestrzeni użytkowej, garażach podziemnych czy halach z instalacjami tuż pod dachem.
Z kolei kratownica stalowa ma zdecydowaną przewagę w obiektach przemysłowych, w których występuje duże nasycenie instalacjami – przewody, trasy kablowe i rurociągi można swobodnie prowadzić pomiędzy prętami kratownicy. W dźwigarach strunobetonowych jest to praktycznie niemożliwe bez stosowania obejść lub dodatkowych konstrukcji pomocniczych.
Pod względem logistyki i prefabrykacji kratownice stalowe są znacznie bardziej elastyczne. Można je dzielić na segmenty montażowe, co ułatwia transport i składanie na miejscu. W przypadku dźwigarów strunobetonowych długości przekraczające 25–30 m wymagają już transportu ponadgabarytowego i specjalistycznego sprzętu do rozładunku.
Również pod względem dostępności wykonawców kratownice wypadają korzystniej – w Polsce działa wiele wytwórni konstrukcji stalowych, podczas gdy wytwórnie strunobetonu o dużych możliwościach technicznych są nieliczne i mają dłuższe terminy realizacji.
Warto jednak pamiętać, że kratownica stalowa jest konstrukcją lżejszą, ale bardziej podatną na korozję i wymaga zabezpieczeń antykorozyjnych. Z kolei dźwigar strunobetonowy jest cięższy, ale trwalszy w środowiskach agresywnych (np. chemicznych lub wilgotnych).
Jeśli więc obiekt wymaga wysokiej odporności ogniowej, zwartej bryły i niewielkiej wysokości konstrukcyjnej – lepszym wyborem będzie dźwigar strunobetonowy. Natomiast gdy liczy się lekkość, łatwość montażu, logistyka i swoboda prowadzenia instalacji, przewagę ma kratownica stalowa.
Firma J-PROJECT posiada doświadczenie w projektowaniu obu rozwiązań – zarówno kratownic stalowych, jak i dźwigarów strunobetonowych – co pozwala nam obiektywnie dobrać system najlepiej dopasowany do funkcji i założeń inwestora.
5.3. Wpływ wyboru systemu konstrukcji na geometrię hali i detale obudowy
Wybór między kratownicą stalową, belką blachownicową a dźwigarem strunobetonowym ma bezpośredni wpływ na geometrię całej hali oraz sposób wykonania jej obudowy. Każdy z tych układów charakteryzuje się inną wysokością konstrukcyjną, kątem nachylenia dachu i układem podpór.
Przykładowo, kratownica stalowa wymaga większej wysokości konstrukcyjnej, co zwiększa przestrzeń pod dachem i ułatwia prowadzenie instalacji, ale jednocześnie podnosi całkowitą wysokość hali. Z kolei dźwigar strunobetonowy pozwala na uzyskanie niższego dachu i bardziej zwartej bryły, jednak utrudnia rozmieszczenie przewodów i elementów wentylacyjnych.
Inaczej rozwiązane są też detale obudowy – w halach z kratownicami dachowe płyty warstwowe lub blachy trapezowe opierają się na płatwiach, natomiast przy dźwigarach żelbetowych montuje się je bezpośrednio do prefabrykowanych rygli. W przypadku blachownic konieczne jest stosowanie dodatkowych rygli lub wsporników, aby utrzymać odpowiednią geometrię i szczelność połączeń.
Dlatego decyzja o wyborze systemu konstrukcyjnego wpływa nie tylko na statykę, ale również na detale montażowe, odwodnienie i wygląd hali. Dobrze dobrany układ pozwala uniknąć problemów z obudową, dylatacjami i różnicami przemieszczeń między elementami konstrukcyjnymi.
6. Wymagania wykonawcze i montaż kratownic stalowych
Poprawny montaż kratownicy stalowej ma kluczowe znaczenie dla jej pracy konstrukcyjnej i bezpieczeństwa użytkowania hali. Nawet najlepiej zaprojektowany układ może utracić sztywność lub stateczność, jeśli podczas montażu nie zostaną zachowane właściwe tolerancje geometryczne i kolejność prac. Istotne są zarówno dokładność prefabrykacji w wytwórni, jak i sposób transportu, składowania oraz łączenia na budowie. Właściwe stężenia montażowe, kontrola przekątnych i zachowanie osiowości węzłów decydują o tym, czy kratownica po zmontowaniu będzie pracowała zgodnie z założonym modelem obliczeniowym.
6.1. Prefabrykacja i tolerancje wykonawcze wg PN-EN 1090
Prefabrykację kratownic stalowych prowadzi się zgodnie z PN-EN 1090-2, która określa wymagania techniczne, klasy wykonania EXC1–EXC4 oraz kategorie tolerancji geometrycznych. W praktyce hale i kratownice dachu projektuje się zwykle w EXC2, co oznacza wyższe wymagania dla jakości spoin, dokładności wierceń oraz prostoliniowości prętów i pasów.
Norma rozróżnia tolerancje zasadnicze – konieczne dla nośności i stateczności – oraz funkcjonalne, dotyczące np. „dopasowania” obudowy lub estetyki. Tolerancje zasadnicze obejmują m.in. prostoliniowość elementów, równoległość pasów, odchylenie rozstawu węzłów i położenia osi prętów, a także położenie otworów pod śruby (średnica, rozstaw, mimośrody). Dzięki temu po złożeniu na budowie kratownica pracuje zgodnie z modelem obliczeniowym.
Wymagania PN-EN 1090-2 odsyłają także do norm towarzyszących: np. EN ISO 9013 dla jakości cięcia termicznego (chropowatość, prostopadłość krawędzi) oraz do zasad kwalifikacji technologii spawania i personelu. To ważne, bo niedokładne cięcia i zbyt duże ukosowania krawędzi potrafią „zjadać” zapas montażowy i wprowadzać niekontrolowane luzowanie węzłów.
W prefabrykacji kratownic kontroluje się m.in.: długości segmentów, kąty węzłów, płaskość płaszczyzn styków doczołowych (dla złączy śrubowych), odchyłki osi otworów, a przy odbiorze warsztatowym sprawdza się wymiary przekrojów, rzędne otworów i jakościę spoin zgodnie z klasą wykonania. Dla montażu przewidziane są z kolei tolerancje montażowe (np. pionowość i rozstaw podpór, przekątne osi), aby złożona kratownica nie wymuszała „pracy na siłę”.
Warto pamiętać, że im wyższa klasa EXC, tym ciaśniejsze tolerancje i szerszy zakres kontroli (dokumentacja ZKP, kwalifikacje spawaczy/WPS, nadzór NDT), co podnosi nakład pracy, ale ogranicza ryzyko błędów geometrii i naprężeń własnych. Dobór EXC powinien wynikać z konsekwencji awarii i złożoności obiektu – inaczej dla prostej wiaty, inaczej dla hali z suwnicami i dużymi rozpiętościami.
Podsumowując: trzymanie PN-EN 1090-2 w warsztacie i na montażu to nie „papierologia”, tylko realna gwarancja, że kratownica stalowa zachowa geometrię i sztywność założoną w projekcie – od jakości cięcia i wiercenia, przez spawanie, po dokładność połączeń śrubowych i ustawienie na podporach.
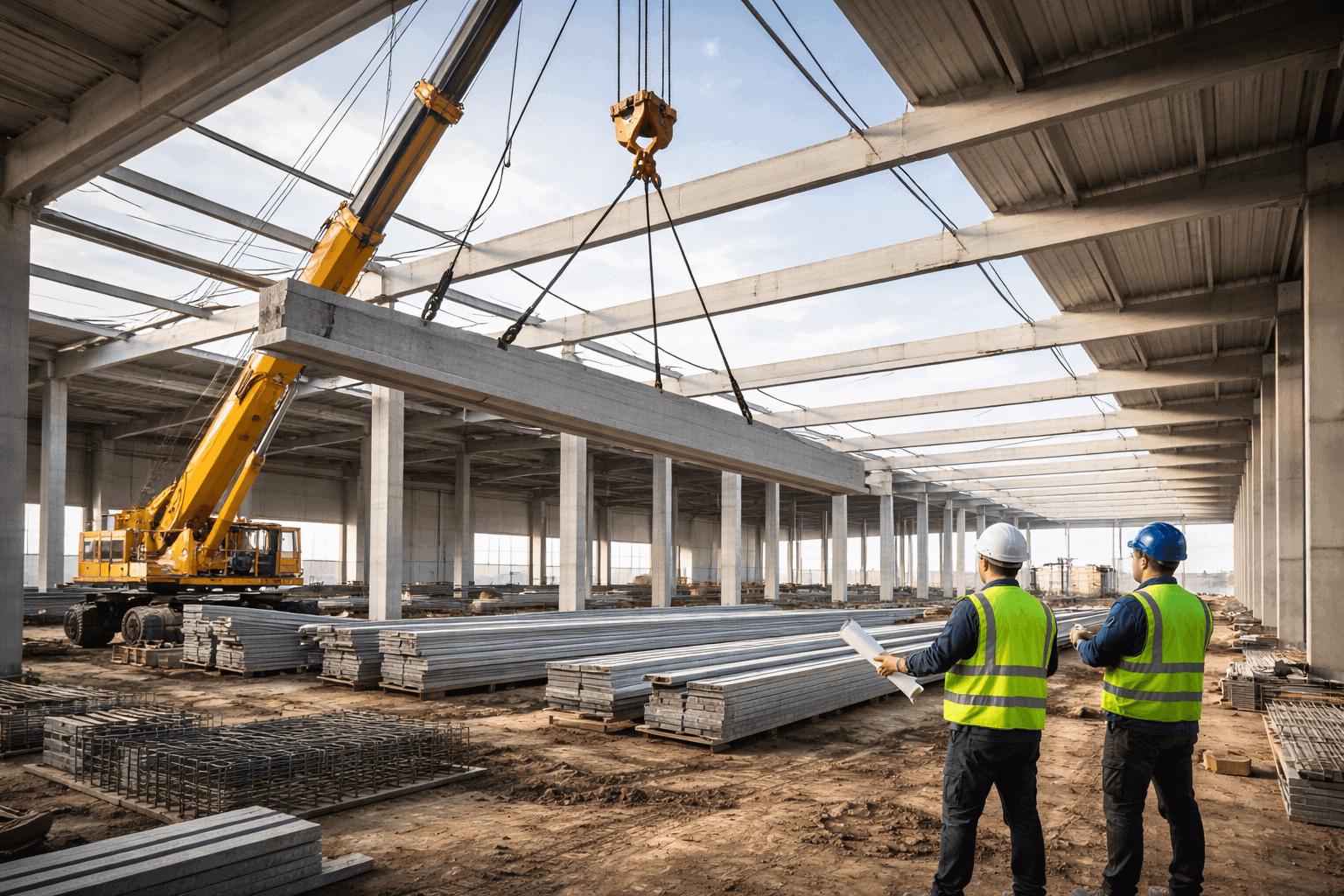
6.2. Transport i montaż – unikanie deformacji i skręceń
Podczas transportu i montażu kratownic stalowych kluczowe jest zachowanie ich geometrii – nawet niewielkie skręcenie czy odkształcenie może znacząco wpłynąć na późniejszą pracę konstrukcji. Z tego powodu kratownice przewozi się zazwyczaj w pozycji pionowej, podparte w kilku punktach zgodnie z dokumentacją montażową, aby uniknąć ugięć i wyboczeń. Dłuższe elementy dzieli się na segmenty montażowe, które łączy się dopiero na placu budowy, co ułatwia transport i ogranicza ryzyko odkształceń.
Podczas rozładunku i podnoszenia stosuje się uchwyty transportowe lub zawiesia wielopunktowe – podnoszenie za pasy dolne lub górne w przypadkowych miejscach może prowadzić do trwałych deformacji. W fazie montażu kratownice tymczasowo zabezpiecza się stężeniami montażowymi oraz kontroluje przekątne, zanim zostaną połączone ze wszystkimi elementami dachu.
Unika się również spawania i dokręcania połączeń, gdy konstrukcja nie jest jeszcze w pełni ustabilizowana – lokalne naprężenia mogą bowiem skręcić kratownicę lub wprowadzić niekontrolowane siły własne. Dobrze przygotowany plan montażu powinien określać kolejność podnoszenia, tymczasowe podpory i miejsca stabilizacji, co minimalizuje ryzyko deformacji.
Zachowanie prawidłowej geometrii podczas montażu to warunek, by kratownica stalowa pracowała zgodnie z projektem – każda trwała deformacja oznacza odchylenie od modelu statycznego i utratę przewidywalności zachowania całej konstrukcji.
6.3. Zabezpieczenia antykorozyjne i ppoż. (malowanie, ocynk, farby intumescentne)
Większość kratownic stalowych w halach przemysłowych zabezpiecza się przed korozją metodą malowania systemowego, ponieważ jest to rozwiązanie najbardziej uniwersalne i ekonomiczne. Typowy system składa się z warstwy podkładowej (epoksydowej), jednej lub dwóch warstw pośrednich oraz warstwy nawierzchniowej poliuretanowej lub akrylowej, odpornej na promieniowanie UV. Grubość powłok dobiera się zgodnie z klasą środowiska korozyjnego wg PN-EN ISO 12944, najczęściej C3–C4, a w bardziej agresywnych środowiskach – C5.
W obiektach o niskiej wilgotności i dobrej wentylacji (np. magazyny suche) wystarcza zwykle system dwuwarstwowy o łącznej grubości 120–160 μm, natomiast w halach produkcyjnych z podwyższoną wilgotnością lub obecnością substancji chemicznych stosuje się systemy trójwarstwowe o grubości 240–320 μm. Kluczowe znaczenie ma przygotowanie powierzchni – zazwyczaj śrutowanie do klasy Sa 2½ zapewnia odpowiednią przyczepność powłok i długotrwałą ochronę.
Ocynk ogniowy stosuje się rzadziej, głównie w przypadku mniejszych kratownic lub elementów pomocniczych (np. wiat, konstrukcji zewnętrznych), gdzie wymagany jest długi okres bezobsługowej trwałości. W dużych kratownicach ocynk bywa trudny logistycznie i kosztowny – wanny cynkownicze mają ograniczone wymiary, a spoiny o dużych przekrojach mogą ulec zniekształceniom termicznym.
Zabezpieczenie przeciwpożarowe w kratownicach stalowych realizuje się zwykle poprzez malowanie farbami pęczniejącymi (intumescentnymi), które w kontakcie z wysoką temperaturą tworzą izolującą pianę chroniącą stal przed utratą nośności. Wymagana grubość powłoki zależy od klasy odporności ogniowej – np. R30–R60 – oraz współczynnika U/A przekrojów. Alternatywą są okładziny z płyt ogniochronnych lub natryski gipsowo-cementowe, choć stosuje się je rzadziej ze względu na masę i estetykę.
W praktyce zdecydowana większość kratownic stalowych łączy oba typy ochrony – antykorozyjną i przeciwpożarową – w jednym systemie lakierniczym. Dzięki temu elementy zachowują trwałość i odporność w trudnych warunkach przemysłowych, a inwestor unika późniejszych problemów z eksploatacją i serwisem.
6.4. Kontrola montażu i odbiory konstrukcji stalowej
Kontrola montażu kratownic stalowych ma na celu potwierdzenie, że konstrukcja została wykonana i zmontowana zgodnie z projektem oraz wymaganiami normowymi. Podstawowym dokumentem odniesienia jest PN-EN 1090-2, która określa zakres badań, pomiarów i kryteria odbioru dla poszczególnych klas wykonania (EXC1–EXC4).
W trakcie montażu kontroluje się m.in. pionowość, poziomowanie i rozstaw osi kratownic, a także przekątne i odchyłki geometryczne całej hali. Ocenie podlega również jakość połączeń śrubowych i spawanych, ich kompletność oraz zgodność z dokumentacją warsztatową. W przypadku połączeń śrubowych klasy 8.8 i 10.9 sprawdza się momenty dokręcania, natomiast dla spoin – ciągłość, przetop i ewentualne wady powierzchniowe.
Po zakończeniu montażu wykonuje się pomiar końcowy geometrii kratownic oraz wizualną ocenę powłok ochronnych – malarskich i ogniochronnych. W razie potrzeby mogą być wymagane badania nieniszczące (NDT), np. ultradźwiękowe lub magnetyczno-proszkowe, szczególnie dla spoin w węzłach głównych.
Odbiór końcowy potwierdza zgodność konstrukcji z projektem, a wyniki kontroli wpisuje się do protokołu odbioru konstrukcji stalowej. Dopiero po jego zatwierdzeniu przez kierownika budowy lub inspektora nadzoru można przystąpić do montażu obudowy i instalacji.
7. Kratownice stalowe w praktyce – przykłady, błędy i rekomendacje projektowe
Zastosowanie kratownic stalowych w halach przemysłowych i magazynowych daje ogromne możliwości optymalizacji, ale tylko wtedy, gdy projekt i montaż są prowadzone z uwzględnieniem realnych warunków wykonawczych. Nawet dobrze policzona kratownica może w praktyce sprawiać problemy, jeśli pominięto kluczowe detale, np. stężenia pasa dolnego czy sposób prowadzenia instalacji. Wiele błędów wynika z błędnych założeń geometrycznych lub braku koordynacji międzybranżowej – szczególnie na styku konstrukcji i obudowy.
Z tego powodu warto korzystać z doświadczeń projektów realizowanych w technologii BIM, które pozwalają zwizualizować kolizje i dopasować kratownice do rzeczywistych potrzeb inwestora. W tej części omówiono najczęstsze błędy spotykane na budowach oraz praktyczne wskazówki, jak ich unikać i projektować konstrukcje stalowe z głową.

7.1. Najczęstsze błędy przy projektowaniu i montażu kratownic stalowych
Najczęstszym błędem przy projektowaniu kratownic stalowych jest przyjmowanie zbyt uproszczonego modelu obliczeniowego – bez odpowiedniego uwzględnienia stężeń pasa dolnego i górnego. Brak tych elementów w modelu powoduje, że kratownica na budowie może pracować inaczej niż w analizie, co prowadzi do nadmiernych ugięć lub lokalnych wyboczeń. W praktyce to właśnie nieprawidłowo zaprojektowane stężenia są przyczyną większości problemów eksploatacyjnych.
Drugim częstym błędem jest zbyt mała wysokość konstrukcyjna kratownicy – projektanci często dążą do zmniejszenia wysokości hali, zapominając, że kratownica traci wówczas sztywność i wymaga znacznie większych przekrojów pasów. Z kolei przy dużych rozpiętościach problemem bywa brak analizy transportu i montażu – zbyt długie segmenty trudne są do przewiezienia i wrażliwe na skręcenia podczas podnoszenia.
Na etapie montażu często pomija się tymczasowe stężenia montażowe, które powinny stabilizować konstrukcję do momentu połączenia wszystkich kratownic i pasów dachowych. Brak tych elementów skutkuje deformacjami, które mogą uniemożliwić poprawne ułożenie płatwi czy płyt dachowych.
Kolejną grupą błędów są niedokładności warsztatowe – różnice w kątach węzłów, przesunięcia osi prętów czy źle rozwiercone otwory pod śruby. Takie pozornie drobne błędy powodują trudności w montażu i wymuszają „dociąganie” konstrukcji na siłę, co prowadzi do powstania niekontrolowanych naprężeń własnych.
Na etapie projektowania zdarzają się też błędy wynikające z braku koordynacji międzybranżowej – szczególnie w rejonie prowadzenia kanałów, suwnic, przewodów wentylacyjnych czy świetlików. Kratownica zaprojektowana bez uwzględnienia instalacji potrafi całkowicie zablokować ich trasę, co później wymusza kosztowne przeróbki.
Nie należy też lekceważyć równomiernego rozkładu obciążeń – obciążenie jednej kratownicy cięższym urządzeniem, podestem lub podsufitką bez analizy współpracy z sąsiednimi elementami może prowadzić do przeciążenia i trwałych odkształceń.
Wreszcie często spotykanym problemem jest brak nadzoru nad powłokami antykorozyjnymi i farbami ogniochronnymi. Zdarza się, że podczas montażu powłoka zostaje uszkodzona przez zawiesia lub spawanie, a nikt nie wykonuje późniejszego uzupełnienia.
Podsumowując – większość błędów przy kratownicach stalowych wynika nie z błędnych obliczeń, lecz z niedokładności wykonawczych i braku komunikacji między branżami. Dobry projekt to taki, który przewiduje montaż, tolerancje i realne warunki pracy konstrukcji – dopiero wtedy kratownica będzie trwała, sztywna i bezproblemowa w eksploatacji.
7.2. Wskazówki dla architektów i inwestorów – jak przygotować założenia pod projekt konstrukcyjny
Dobrze przygotowane założenia to podstawa udanego projektu kratownicy stalowej – pozwalają uniknąć późniejszych kolizji i optymalizować konstrukcję pod kątem kosztów oraz montażu. Najważniejszym parametrem, który architekt lub inwestor musi określić na początku, jest wysokość użytkowa hali – od niej zależy dopuszczalna wysokość konstrukcji dachu i tym samym geometria kratownicy. Zbyt niska przestrzeń nad suwnicami, kanałami czy instalacjami często wymusza późniejsze kosztowne zmiany w projekcie.
Drugim kluczowym elementem są wymagania odporności ogniowej (R30, R60, R120). To one decydują o doborze przekrojów, rodzaju zabezpieczeń ppoż. i często również o wyborze materiału konstrukcyjnego (stal, żelbet, strunobeton). Przykładowo, w obiektach kategorii D kratownica dachowa może nie wymagać odporności ogniowej, podczas gdy słupy i belki podporowe już tak.
Konieczne jest także określenie rozstawu ram, układu funkcjonalnego hali i planowanego pokrycia dachowego – inne rozwiązania przyjmuje się dla dachu z płyt warstwowych, a inne dla blachy trapezowej z płatwiami. Warto na tym etapie przewidzieć miejsca na świetliki, kanały wentylacyjne, trasy kablowe i instalacje technologiczne, aby uniknąć kolizji z krzyżulcami kratownicy.
Dobrą praktyką jest również przekazanie konstruktorowi informacji o planowanym sposobie montażu i transporcie elementów – wytwórnia i plac budowy często mają ograniczenia dotyczące długości lub ciężaru segmentów.
Architekci powinni też pamiętać, że im bardziej regularny i powtarzalny układ osi, tym łatwiej zoptymalizować konstrukcję – równe rozstawy kratownic i podpór to mniejsze ryzyko błędów montażowych.
Podsumowując – im wcześniej konstruktor otrzyma komplet informacji o wysokości hali, odporności ogniowej, układzie osi i typie obudowy, tym łatwiej będzie zaprojektować kratownicę stalową, która będzie nie tylko bezpieczna, ale też ekonomiczna i dostosowana do realnych potrzeb inwestora.
8. Projekt kratownicy stalowej z J-PROJECT – zapytaj o koncepcję
Projektowanie kratownic stalowych to jeden z kluczowych obszarów działalności J-PROJECT. Łączymy doświadczenie w analizie konstrukcji stalowych i żelbetowych z praktycznym podejściem do prefabrykacji, montażu i koordynacji międzybranżowej. Dzięki pracy w środowisku BIM możemy precyzyjnie dopasować kratownicę do wymagań inwestora – zarówno pod kątem nośności, odporności ogniowej, jak i prowadzenia instalacji. Każdy projekt traktujemy indywidualnie, tak aby uzyskać optymalny układ konstrukcyjny przy zachowaniu pełnej zgodności z normami i ekonomią wykonania.
8.1. Co obejmuje projekt kratownicy stalowej w J-PROJECT (od analizy obciążeń po model BIM)
Projekt kratownicy stalowej w J-PROJECT to kompleksowy proces, który rozpoczyna się od analizy potrzeb inwestora i założeń architektonicznych. Na podstawie danych o rozpiętościach, wysokości hali, obciążeniach śniegiem, wiatrem i technologią użytkową opracowujemy model obliczeniowy 3D w środowisku BIM, który umożliwia precyzyjne odwzorowanie geometrii i połączeń konstrukcji.
W ramach projektu wykonujemy obliczenia statyczno-wytrzymałościowe zgodnie z Eurokodami (PN-EN 1993), obejmujące zarówno nośność, jak i stateczność elementów – w tym analizę wyboczeń i zwichrzeń pasów. Następnie przygotowujemy model warsztatowy, który zawiera wszystkie niezbędne dane do prefabrykacji i montażu: przekroje, długości prętów, kąty cięć, połączenia śrubowe i spawane.
Projekt obejmuje również opracowanie stężeń i detali montażowych, a także dobór systemu zabezpieczeń antykorozyjnych i ppoż.. W zależności od wymagań inwestora wykonujemy koordynację międzybranżową, aby uniknąć kolizji z instalacjami i obudową dachu.
Efektem końcowym jest kompletny model IFC, gotowy do współpracy z architektem, instalatorami i wykonawcą, oraz dokumentacja techniczna spełniająca wymagania PN-EN 1090 – niezbędna do oznakowania CE. Dzięki temu inwestor otrzymuje projekt, który nie tylko spełnia normy, ale też pozwala na sprawny i bezproblemowy montaż na budowie.
8.2. Dlaczego optymalizacja kratownicy przekłada się na realne oszczędności inwestora
Optymalnie zaprojektowana kratownica stalowa to nie tylko kwestia mniejszej masy stali – to przede wszystkim wymierne oszczędności w całym cyklu realizacji inwestycji. Każdy kilogram mniej to niższy koszt materiału, transportu i montażu, ale również lżejsze fundamenty i mniejsze obciążenia przekazywane na inne elementy konstrukcyjne.
Dzięki analizie numerycznej i modelowaniu w środowisku BIM możliwe jest precyzyjne dopasowanie przekrojów pasów, słupków i krzyżulców do rzeczywistych obciążeń – bez nadmiarowych zapasów bezpieczeństwa. W praktyce pozwala to często ograniczyć zużycie stali nawet o 10–20%, przy zachowaniu pełnej nośności i sztywności konstrukcji.
Optymalizacja obejmuje również rozstaw kratownic i sposób ich stężenia – odpowiednio zaprojektowany układ ogranicza liczbę elementów pomocniczych (płatwi, stężeń, ryglówek), co przekłada się na krótszy czas montażu i mniejsze ryzyko błędów.
Dobrze zaprojektowana kratownica to także mniej problemów na budowie – precyzyjne dopasowanie do obudowy i instalacji eliminuje kolizje i poprawki, które generują dodatkowe koszty.
Podsumowując – optymalizacja kratownicy stalowej w J-PROJECT oznacza nie tylko mniejszą masę konstrukcji, ale realne korzyści finansowe: krótszy montaż, mniej stali, mniej problemów i większą pewność, że projekt od początku jest przemyślany „z głową”.
8.3. Skontaktuj się z nami – przygotujemy koncepcję i kosztorys projektu kratownicy stalowej
Jeśli planujesz halę przemysłową, magazyn, wiatę lub inne obiekty, w których kluczowym elementem jest kratownica stalowa, skontaktuj się z nami – przygotujemy dla Ciebie wstępną koncepcję oraz orientacyjny kosztorys projektu. W J-PROJECT analizujemy każdy przypadek indywidualnie, uwzględniając rozpiętości, układ osi, wymagania pożarowe oraz planowane obciążenia technologiczne.
Dzięki pracy w środowisku BIM i doświadczeniu w projektowaniu zarówno konstrukcji stalowych, jak i żelbetowych, możemy precyzyjnie dobrać rozwiązanie optymalne pod kątem funkcjonalnym i ekonomicznym. Oferujemy kompleksowe opracowania – od koncepcji po dokumentację wykonawczą – oraz wsparcie na etapie koordynacji i nadzoru autorskiego.
Zajrzyj do zakładek Oferta i O nas, aby dowiedzieć się więcej o naszej specjalizacji w projektowaniu konstrukcji przemysłowych. Skorzystaj również z formularza Kontakt, aby przesłać zapytanie dotyczące swojej inwestycji – odpowiemy szybko i rzeczowo.
J-PROJECT to biuro projektowe, które od lat opracowuje konstrukcje „z głową” – zoptymalizowane, trwałe i dopasowane do rzeczywistych warunków montażowych. Jeśli szukasz partnera, który zaprojektuje kratownicę nie tylko zgodną z normą, ale i z logiką budowy – jesteś we właściwym miejscu.
MAsz pytania? Chętnie pomożemy